



Nếu muốn làm sàn chịu mài mòn tốt (hoặc sàn thấm hút bảo dưỡng chất lượng cao), bạn phải chú trọng đến cường độ của nền bê tông, đặc biệt là độ bằng phẳng. Một sàn chịu mài mòn tốt không chỉ liên quan mật thiết đến chất lượng cốt liệu chịu mài mòn. Cần có nền móng tốt hơn. Bài báo này nhằm cung cấp cho bạn công nghệ san phẳng bê tông bằng laser và làm sàn chịu mài mòn toàn diện và đầy đủ nhất. Nội dung sau đây là các phương pháp thi công được Công ty TNHH Cơ khí và Kỹ thuật Thượng Hải Jiezhou tổng hợp dựa trên nhiều năm kinh nghiệm trong ngành. Xin mời bạn tham khảo.
Quy trình thi công: xử lý lớp nền → dựng ván khuôn trong nhà kho → cấp bê tông → san phẳng bằng máy laser, rung và đầm nén → rải cốt liệu → cán và hút bùn → đánh bóng → tưới nước và dưỡng hộ → cắt khe co giãn bằng máy và bơm vữa.


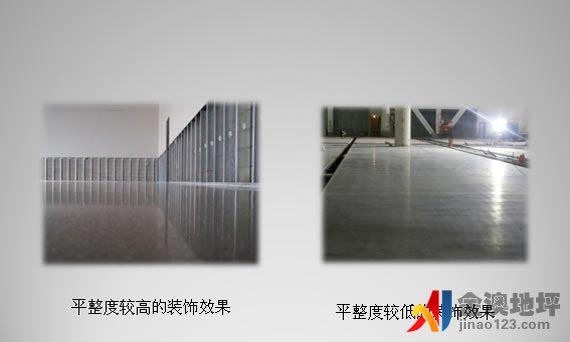
Hình ảnh thi công san phẳng bằng laser
Xử lý cơ bản
1. Trước tiên, rác thải trên lớp nền phải được dọn sạch và không được có bất kỳ vật dụng linh tinh nào trên bề mặt lớp nền.
2. Đục bỏ phần nhô ra cục bộ trên bề mặt để làm cho bề mặt bằng phẳng. Kiểm tra xem độ phẳng của lớp nền có đạt tiêu chuẩn trong phạm vi ± 2cm so với cao độ thiết kế hay không để đảm bảo độ dày lớp bê tông lát nền.
Cài đặt mẫu
Trước tiên, dựa trên vị trí cột thép của toàn bộ công trình, yêu cầu thiết kế, công tác chuẩn bị ván khuôn, hướng di chuyển của xe và đặc điểm thi công của thiết bị san lấp mặt bằng, một phương án đổ bê tông thi công đáng tin cậy được lập ra. Ván khuôn cứng phải được lắp đặt trong khu vực thi công. Ván khuôn phải là loại ván khuôn đặc biệt làm bằng thép hình chữ U, và phần miệng ván khuôn phải được điều chỉnh sao cho bằng phẳng và đồng đều cả bên trong và bên ngoài.
Thiết lập lớp trượt
Sau khi dựng xong ván khuôn, khu vực thi công phải được phủ màng nhựa để ngăn cách lớp nền với bề mặt bê tông, tạo thành lớp chống trượt.
Lưới gia cường liên kết
1. Lưới thép gia cường phải được xử lý tập trung và đồng bộ tại công trường, sau đó vận chuyển đến vị trí quy định để xếp chồng sau khi buộc. Bề mặt lưới thép phải sạch, không bám bụi bẩn, rỉ sét, v.v. để đảm bảo chất lượng nguyên vật liệu. Lưới thép gia cường phải được buộc chặt, khoảng cách và kích thước phải đáp ứng các yêu cầu thiết kế và quy cách. Sau khi buộc, kiểm tra lưới thép gia cường xem lớp bảo vệ có đủ không, các mối buộc có chắc chắn không và có bị lỏng không.
2. Trước khi đổ bê tông, lưới thép phải được lắp đặt tại vị trí đã định bởi công nhân. Kích thước lưới thép là 3m × 3m.
Vận hành máy cân bằng laser
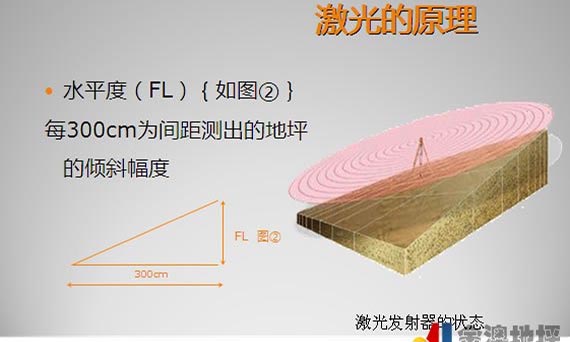
Trước khi đổ bê tông, máy san phẳng bằng laser cần được hiệu chỉnh. Dựng và cân bằng bộ phát laser, sau đó điều chỉnh độ cao và độ cân bằng của đầu san phẳng bê tông theo tín hiệu truyền đi để đảm bảo phù hợp với độ cao mặt đất bê tông. Đồng thời, điều chỉnh chênh lệch độ cao ở hai đầu đầu san phẳng trong phạm vi 0,5mm. Trước khi thi công quy mô lớn, nên sử dụng thiết bị để sản xuất thử nghiệm và kiểm tra trước để đảm bảo không có sai sót.
Đổ bê tông
1. Phải sử dụng bê tông thương phẩm. Bê tông thương phẩm phải đáp ứng các yêu cầu của các tiêu chuẩn liên quan, và độ sụt của bê tông khi đổ vào ván khuôn phải được kiểm soát ở mức 160-180mm.
2. Bê tông phải được đổ từ đầu đến cuối một cách có trật tự. Khi đổ hỗn hợp bê tông vào khuôn, việc đổ phải tập trung và chậm, và độ dày thực tế phải cao hơn khuôn khoảng 2cm. Nếu cần, phải giảm hoặc bổ sung vật liệu, và các mặt cắt dọc và ngang phải đáp ứng yêu cầu. Bê tông phải được đổ liên tục không gián đoạn.
3. Sau khi đổ bê tông, các ụ bê tông cần được san phẳng sơ bộ bằng tay trong phạm vi hoạt động hiệu quả của cần telescopic của máy san phẳng, sau đó tiến hành rung, đầm nén và san phẳng đồng thời bằng máy san phẳng laser. Trong quá trình san phẳng, lấy một hướng làm nguyên tắc, và san phẳng từ trong ra ngoài từng bước một.
4. Những khu vực không thể thi công bằng máy móc, chẳng hạn như các góc và cột thép, phải được đầm nén và san phẳng bằng tay.
Cấu trúc sàn chống mài mòn
Trước khi đổ bê tông lần đầu, cần sử dụng bay đĩa để trát sơ bộ cho đến khi hết vữa, và phân bố đều chất làm cứng lên bề mặt bê tông. Sau khi chất làm cứng hấp thụ một lượng nước nhất định, bắt đầu mài; sau khi mài sơ bộ, trải lớp chất làm cứng thứ hai, với lượng vật liệu bằng 1/3 so với quá trình trước đó. Phải tiến hành mài chéo trong quá trình mài, không được bỏ sót bất kỳ khu vực nào cần mài.
Nén chặt và đánh bóng bằng bay
1. Sau khi san phẳng bằng laser, bê tông cần được nâng lên và hoàn thiện bằng bay trước và sau khi đông kết sơ bộ. Việc xoa phẳng bằng máy mài đĩa cần được thực hiện nhiều lần tùy theo độ cứng của lớp bề mặt. Tốc độ hoạt động của máy xoa phẳng cần được điều chỉnh phù hợp theo độ cứng của nền bê tông, và việc xoa phẳng cần được thực hiện theo cả phương thẳng đứng và phương ngang.
2. Trước khi hoàn thiện, thay đĩa mài bằng lưỡi mài, và điều chỉnh góc mài và đánh bóng. Thông thường, cần thực hiện thao tác đánh bóng hơn 2 lần để sàn có độ bóng đồng đều.
Rạch:Các mối nối phải được cắt kịp thời trong vòng 2-3 ngày sau khi thi công lớp mặt đường chống mài mòn. Phải sử dụng phương pháp cắt ướt để cắt các mối nối, với độ dày 5cm và chiều sâu không nhỏ hơn 1/3 độ dày bê tông. Đường cắt phải thẳng và đẹp.
Quá trình đông cứng: Sau khi bê tông được đánh bóng, cần phủ màng chống thấm và tưới nước để bảo dưỡng. Trong thời gian bảo dưỡng, nếu cường độ bê tông lớp mặt chưa đạt 1,2 MPa, không được phép đi lại trên đó.
Keo trám
1. Sau khi sàn đã khô hoàn toàn trong hai tuần, hãy làm sạch kỹ các khe nối và loại bỏ tất cả các hạt bụi và mảnh vụn tại các khe nối đó.
2. Nên sử dụng chất trám polyurethane có độ đàn hồi lâu dài và khả năng đông cứng nhanh để trám khe co ngót.
Các biện pháp kiểm soát
1. Vật liệu sử dụng tại công trường phải được nghiệm thu tại công trường và phải được xếp chồng tại vị trí quy định sau khi được nghiệm thu. Lưu ý rằng các vật liệu có yêu cầu chống thấm nước phải có các biện pháp thích hợp để chống ẩm và mưa.
2. Cung cấp nhân sự quản lý thi công giàu kinh nghiệm và các nhà thầu thi công lành nghề. Trước khi thi công, cần tổ chức các buổi hướng dẫn kỹ thuật về cách sử dụng đúng máy móc, thiết bị thi công và kiểm soát các quy trình chính, nhằm đảm bảo người lao động thi công thành thạo từng công đoạn.
3. Máy móc và dụng cụ xây dựng phải đáp ứng yêu cầu, trong tình trạng tốt và có một số dụng cụ dự phòng quan trọng.
4. Khu vực thi công phải được giữ sạch sẽ và gọn gàng để tránh bụi và các chất bẩn khác làm ô nhiễm mặt đất.
5. Túi đựng rác, rác thải và các vật liệu phế thải khác còn sót lại tại công trường phải được dọn sạch hàng ngày để đảm bảo công trường được vệ sinh sau khi làm việc. Đối với chất thải là các vật liệu đặc biệt, phương pháp xử lý phải tuân theo các yêu cầu về xử lý vật liệu đặc biệt.
Cuối cùng, ngoài việc tuân thủ nghiêm ngặt các quy trình nêu trên, một sàn chống mài mòn tốt còn đòi hỏi sự phối hợp và hợp tác giữa bê tông và lớp phủ chống mài mòn.
Thành lập năm 1983, Công ty TNHH Cơ khí và Kỹ thuật Thượng Hải Jiezhou tập trung vào nghiên cứu, phát triển, sản xuất và kinh doanh máy móc trong lĩnh vực sàn bê tông. Máy san phẳng bằng laser, máy xoa nền điện, máy cắt, máy đầm rung, máy đầm nén và các loại máy móc khác đều sử dụng công nghệ tiên tiến nhất và được khách hàng đánh giá cao.
Công ty có khách hàng tại hơn 100 quốc gia trên toàn thế giới và là một trong những công ty hàng đầu trong ngành. Nếu bạn có bất kỳ thắc mắc nào, hãy gọi cho DYNAMIC, chúng tôi sẽ phục vụ bạn tận tâm!
Thời gian đăng bài: 24/08/2022